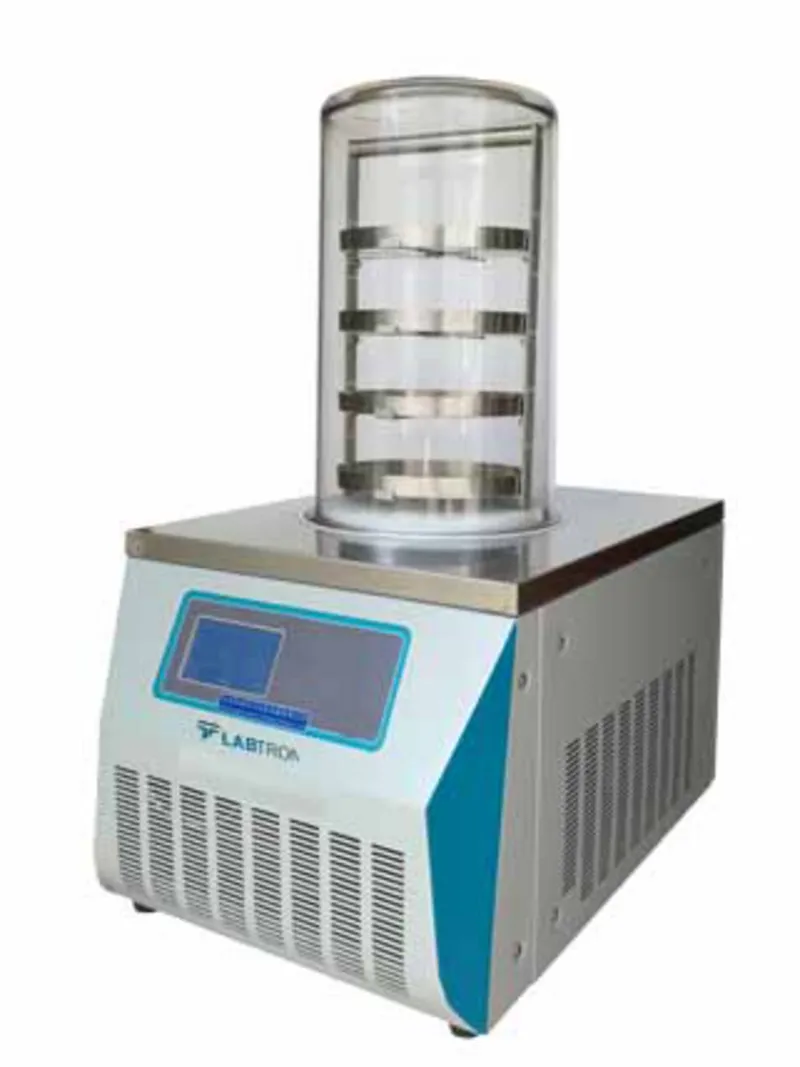
Freeze Dryer / Lyophilizer
Freeze Dryer / Lyophilizer, also known as Lyophilizers, are advanced laboratory systems designed to preserve heat-sensitive biological, pharmaceutical, food, and research samples through the process of sublimation. By removing moisture under vacuum conditions while maintaining product integrity, freeze drying extends shelf life, improves stability, and enables long-term storage of valuable materials. These systems are widely used in pharmaceutical manufacturing, biotechnology laboratories, research institutions, food processing facilities, and industrial quality control environments.
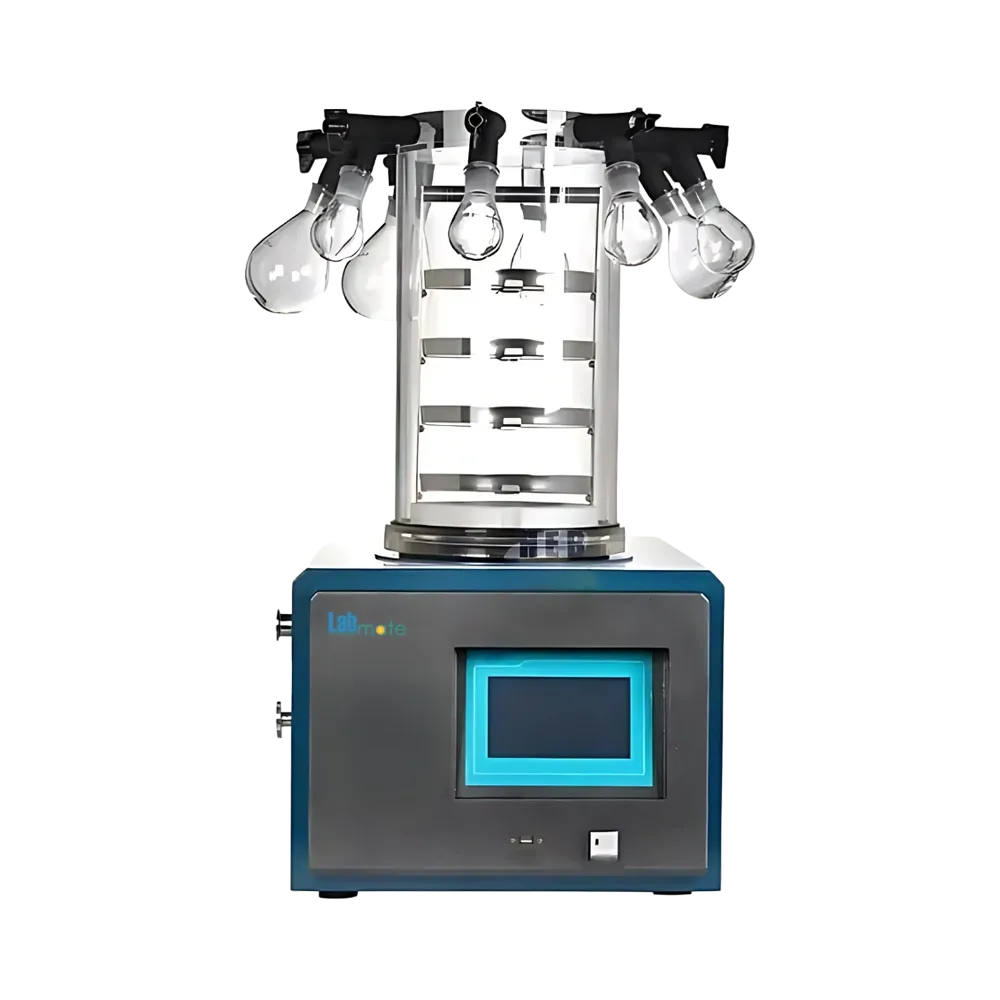
Freeze Dryer / Lyophilizer are precision-engineered systems that remove water and solvents from samples through controlled freezing and vacuum-assisted sublimation. This preservation technique protects structural integrity, biological activity, chemical composition, and product quality while enabling long-term storage and transportation. Modern Freeze Dryer / Lyophilizer offer programmable controls, high-performance refrigeration systems, vacuum monitoring, and efficient moisture removal technologies suitable for research, pharmaceutical, biotechnology, food science, and industrial applications.